Policarbonato PC+ABS Bayblend
Bayblend è il nome commerciale usato da Covestro AG per la loro linea di blend di polimeri termoplastici amorfi, basati su policarbonato (PC) e acrilonitrile-butadiene-stirene (ABS) così come PC elastomerizzati e copolimeri stirene-acrilonitrile (SAN).
Bayblend è prodotto nelle regioni economiche di Asia-Pacifico (APAC), Europa, Medio Oriente, Africa e America Latina (EMEA/LA) così come Nord America e Messico (NAFTA).
CARATTERIZZAZIONE:
La combinazione bilanciata di alta resistenza al calore, durezza e rigidità è la caratteristica rilevante del Bayblend.
CARATTERISTICHE PECULIARI:
- Alto impatto e resistenza agli urti con intaglio
- Alta rigidità
- Resistente al calore fino a 142°C così come Vicat VST/B 120
- Alta precisione dimensionale e stabilità dimensionale
- Bassa deformazione e assorbimento d’acqua
- Basso ritiro totale
- Buona stabilità alla luce
- Buona processabilità
- Assenza gocciolamento su gradi antifiamma FR
- I gradi FR soddisfano i requisiti della prova filo incandescente secondo IEC 60331 -1(applicazione domestica [GWFI min.850°C, GWIT min.775°C da 1.5 m]
BAYBLEND è disponibile in:
- Gradi standard:non rinforzato, rinforzato fibra vetro, caricato minerale
- Gradi ritardanti di fiamma: non rinforzato, rinforzato fibra vetro, caricato minerale
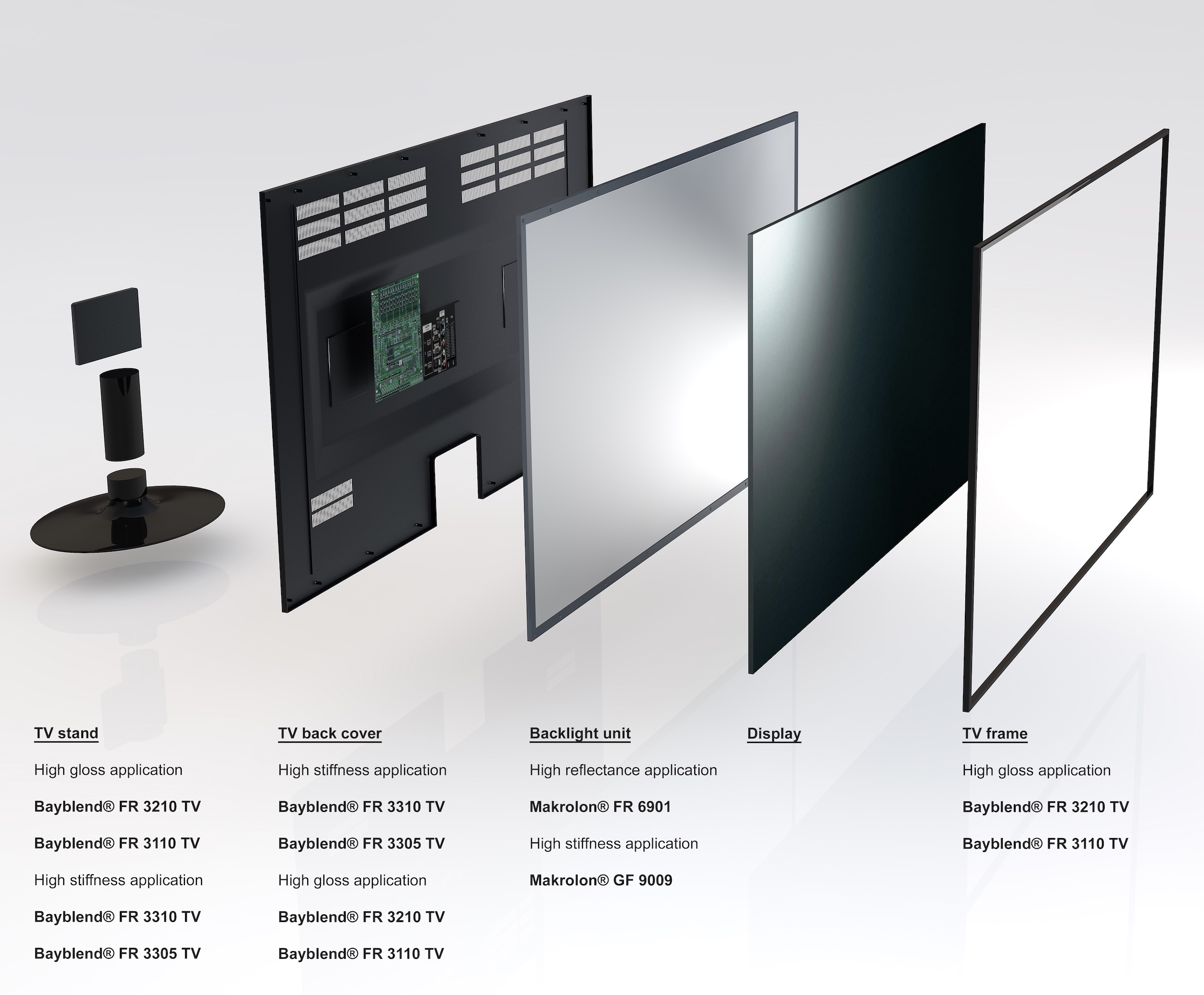
APPLICAZIONI:
- Settore automotive
- Data Information Technology
- Elettrico / elettronico
- Elettrodomestico, tempo libero, sport
MODALITA’ DI CONSEGNA:
I prodotti sono forniti in granuli di forma ovale, sferica o cilindrica in sacchi di polietilene da 25 kg, in larghi cartoni con fodere in PE, in big bags o in camion silo.
I gradi di Bayblend sono disponibili in colore naturale o opaco con un’ampia gamma di sfumature. Gli impianti di produzione del Bayblend in Europa, Asia e Stati Uniti sono certificati ISO 9001:2008 da DQS (associazione tedesca per la certificazione di sistemi di qualità, Berlino). Il certificato può essere scaricato dal sito internet www.plastics.covestro.com.

PROPRIETA’ REOLOGICA:
La scorrevolezza del Bayblend dipende dalla proporzione di policarbonato e il suo peso molecolare e dal tipo e contenuto di gomma. La scorrevolezza e la resistenza al calore sono generalmente inversamente proporzionali. Le cariche e i rinforzi dei materiali portano generalmente a una riduzione di scorrevolezza. Tuttavia, come risultato della ottimizzazione del prodotto, ci sono disponibili gradi di Bayblend caricati/rinforzati con eccellente fluidità, che sono adattati per applicazioni a parete sottile.
Le figure da 1 a 3 illustrano i diagrammi di riempimento (rapporto spessore / riempimento) per alcuni gradi ad uso generico, gradi GF e FR. Il calcolo si basa su una pressione massima di iniezione nello stampo di 650 bar e una temperatura di fusione tipica (260°C). Dal diagramma si nota che con il Bayblend è possibile realizzare componenti complicati, dagli spessori sottili e lunghi percorsi di riempimento, con un disegno adeguato dello stampo e del gate di riempimento.
I gradi di Bayblend adatti per l’estrusione, T 65 HI e FR3030, si distinguono per una particolare viscosità. Di conseguenza è garantita una stabilità del fuso elevata nei processi di estrusione e contemporaneamente una buona scorrevolezza nel processo di stampaggio.
A causa della particolare pseudoplasticità dei gradi di Bayblend, è meglio non utilizzare direttamente il valore di MVR per una valutazione comparativa della scorrevolezza dei diversi gradi di Bayblend. La misurazione MVR avviene in una zona di velocità di taglio (Shear rate) che non ha rilevanza pratica per il processo di stampaggio ad iniezione.
PROPRIETA’ MECCANICHE:
Bayblend mostra una grande resistenza agli urti con e senza intaglio su un ampio range di temperature.
Con l’aumento del contenuto di policarbonato, aumenta l’assorbimento dell’energia nel test di penetrazione del dardo.
Grazie alla buona resistenza all’impatto a basse temperature, si raggiungono ottimi valori di frattura duttile a -30°C, in particolare con i gradi Bayblend non rinforzati. Si noti che alle basse temperature la resistenza all’impatto con intaglio è più alta dell’ABS o del policarbonato puri. Alle temperature considerate critiche, il Bayblend mostra un rapido cambiamento dei valori di resistenza all’impatto con intaglio. In questo range di temperature c’è un cambiamento nel tipo di frattura. Un vantaggio del Bayblend è che la transizione da frattura duttile a frattura fragile è a temperature più basse del puro policarbonato.
Alcune caratteristiche proprietà meccaniche ottenute dai test accelerati sono elencati nella tabella dei valori guida.
Come per tutti i materiali plastici, le proprietà meccaniche cambiano non solo con la temperatura, ma anche con la durata del carico. Le curve di stress/deformazione sono influenzate dalla durata del carico. Più lunga è la durata del carico, più piatta risulterà la curva.
Il Bayblend può essere rinforzato con la fibra vetro in modo da migliorare la rigidezza e la stabilità. I gradi sono disponibili con il contenuto di 10, 20 e 30% di fibra vetro. Un 10% di aumento del contenuto di fibra di vetro porta ad un aumento del modulo elastico di almeno 2000MPa.
Inoltre, i gradi di Bayblend sono disponibili con carica minerale fino al 20% che, in aggiunta all’aumento di rigidità, sono contraddistinti in particolare da bassi e isotropici coefficienti di dilatazione termica lineare.
Per applicazioni con carico dinamico, sono raccomandati test pilota sui componenti.
I valori delle proprietà illustrati qui sono stati determinati utilizzando test su campioni ideali.
A causa delle varie influenze ( per esempio geometria dello stampo, condizioni di processo, calcolo dei ritiri) e a seconda delle applicazioni, devono essere presi in considerazione appropriati fattori di riduzione e i valori di carico reali devono essere testati sui pezzi stampati.


PROPRIETA’ TERMICHE:
A seconda del tipo di applicazione, si verifica un carico termico come radiazione solare, riscaldamento del motore ecc, che fa diventare l’alta resistenza al calore un prerequisito fondamentale.
Bayblend copre praticamente l’intera gamma di resistenza al calore tra l’ABS e il policarbonato. Bayblend nei gradi generici mostra una resistenza al calore secondo Vicat B 120 tra 112 e 142°C, e gradi antifiamma FR con valori tra 95 e 136°C Vicat.
In pratica, la resistenza al calore del Bayblend è più alta di quella dell’ABS per la stessa temperatura Vicat, così che, influenzato dalla forma dei pezzi, dai requisiti pratici e dalle condizioni di lavorazione,il carico termico a breve termine spesso può essere più alto di quello della temperatura Vicat, senza che si verifichino variazioni dimensionali sensibili.
Il motivo di questo è il modolo residuo alle temperature superiore alla temperatura Vicat, causata dalla temperatura di rammollimento del policarbonato di circa 150°C. Nel settore elettrico, le scatole non si devono deformare eccessivamente sotto il carico termico. I gradi standard di Bayblend hanno un range di resistenza alla penetrazione della sfera tra 85 e 125 °C. (Ball Indentation IEC 60335). Questo li rendi adatti per l’utilizzo come scatole isolanti. Pochi gradi ad alta resistenza al calore raggiungono valori ≥125 °C e possono essere usati con componenti salvavita. Il coefficiente lineare di dilatazione termica è nella gamma di quello del ABS e leggermente più elevato rispetto a quello del puro policarbonato. I gradi non rinforzati e con carica minerale mostrano una piccola dipendenza dalla direzione del flusso di stampaggio. Con i gradi rinforzati fibra vetro, i valori sono fortemente dipendenti dalla direzione della fibra di vetro. I gradi con carica minerale si distinguono per una considerevole riduzione del coefficiente lineare di dilatazione termica e dalla loro anisotropia.
CARATTERISTICHE ELETTRICHE:
I requisiti più cruciali per i componenti salvavita sono la protezione al contatto e isolamento sicuro e permanente. Con una resistività specifica di volume > 1016Ω, il Bayblend soddisfa i requisiti di resistenza all’isolamento nella gamma del basso voltaggio fino a 4000 V, come dimostrato da test pratici su pezzi stampati. La resistività superficiale è maggiore di 1014Ω. A causa del basso assorbimento di acqua, la dipendenza di questo valore sulla umidità dell’ambiente è trascurabile. È richiesta una resistenza alle correnti striscianti di almeno 175V ( secondo CTI) per scatole nel settore elettrico, elettronico e IT. Di regola, i gradi Bayblend superano comodamente questi valori. Per le applicazioni nel settore elettrico, la permettività relativa del materiale utilizzato dovrebbe essere il più indipendente possibile dalla gamma di frequenza e temperatura.

RESISTENZA ALLA FIAMMA:
La più importante classificazione all’infiammabilità nel mondo dell’industria IT, elettrica e elettronica è la norma UL 94 secondo Underwriters Laboratories Inc USA. La valutazione qualitativamente più alta è “V-0”, la quale è soddisfatta dal Bayblend FR anche per spessori di parete molto ridotti ( da un minimo di 0.75 mm fino, di regola, a 1.5mm), a seconda del grado.
Il Bayblend non FR è classificato HB, secondo i test standard UL 94.
I materiali usati per le parti interne dei veicoli non dovrebbero superare un certo tasso di infiammabilità secondo US-FMVSS 302. Tutti i gradi di Bayblend sono ben al di sotto del valore massimo permesso di 101.6 mm/min per spessori di parete da 1mm.
Inoltre tutti i gradi di Bayblend FR nel range di spessore di parete da 1.0 fino a 3.0 si attengono ampiamente ai test sul filo incandescente IEC 60695-2, secondo i requisiti standard di applicazione domestica IEC 60335-1 per indice di infiammabilità ( IEC 6069-2-12 GWFI) richiesto del filo incandescente 850°C e per la temperatura di infiammabilità del filo incandescente richiesta di 775 °C di IEC 60695-2-12 (GWIT).
ADDITIVI RITARDANTI DI FIAMMA:
Il sistema ritardante di fiamma utilizzato nell’ultima generazione di Bayblend FR 3000 è basato su una avanzata combinazione di un oligomero fosfato con PTFE. Da una prospettiva tecnica, ecologica ed economica, questo consente una tecnologia orientata al futuro per entrare nel mercato dei blend ritardanti di fiamma (PC+ABS).
I vantaggi di usare un sistema ritardante di fiamma basato su fosfati/PTFE:
- Ritardante di fiamma massimo in accordo con UL94
- Le tipiche proprietà del Bayblend (PC+ABS) restano invariate
- Il sistema ritardante di fiamma utilizzato è tossicologicamente innocuo
I gradi di Bayblend soddisfano i requisiti dei materiali utilizzati nella produzione di manufatti i quali sono certificati da simboli ambientali (ecolabel) come “Blue Angel” (certificazione RAL), “EU Flower” e TCO, così come le direttive europee per WEEE e Rohs.
RESISTENZA CHIMICA:
La resistenza di Bayblend agli agenti chimici dipente, tra le altre cose, da temperatura, durata dell’esposizione, presenza di tensioni esterne e interne del pezzo. Per questo motivo, quando si testa la resistenza chimica, è raccomandato utilizzare il test che più corrisponde alle condizioni di servizio pratiche del pezzo. La resistenza dei pezzi realizzati con Bayblend all’acqua e liquidi neutri è positiva fino a 40 °C. A temperature di acqua più elevate, si verifica una decomposizione chimica (idrolisi) e l’influenza dipende dalla temperatura e dal tempo di esposizione. I pezzi stampati in Bayblend non sono adatti all’uso che prevede un contatto permanente con l’acqua calda. Su richiesta, gradi specifici stabilizzati per l’idrolisi, come FR3008 HR, possono essere consigliati per specifiche applicazioni.
A temperatura ambiente, i pezzi in Bayblend hanno una resistenza simile a quella in acqua, anche per gli acidi minerali ( incluse le più alte concentrazioni), e per numerosi acidi organici e soluzioni saline. In relazione alle basi, i pezzi stampati in Bayblend sono in gran parte non resitenti e possono degradarsi relativamente velocemente, in particolare ad alte temperature.
I pezzi di Bayblend sono soggetti a rigonfiamenti superficiali o rammollimenti a causa di idrocarburi aromatici, chetoni, esteri e clorurati. In particolare, la resistenza del Bayblend a questi ultimi elementi nominati dipende dal numero di gruppi funzionali nella molecola e, in alcuni casi, dalla lunghezza dei radicali alifatici. Questa lista può solo fornire una indicazione iniziale della reazione del Bayblend a questi elementi chimici. Che il Bayblend sia un materiale adatto o meno per i pezzi stampati dipende dalle condizioni specifiche sul pezzo e dal suo utilizzo. Questi test devono essere eseguiti sui componenti finiti in condizioni di utilizzo e sono ad esclusiva responsabilità del cliente o produttore del componente.
RESISTENZA ALLO STRESS CRACKING:
Quando un componente stampato sotto stress meccanico viene in contatto con un’aggressione chimica, compaiono delle fessurazioni.
La valutazione della resistenza chimica sotto carico viene normalmente valutato con il test EN ISO 22088-3. In questa norma, dei provini (80 x 10 x 4mm) vengono piegati su una dima di metallo con una curvatura ben definita e deposti a contatto con i liquidi da testare e alla temperatura di esercizio dell’applicazione.
Successivamente i provini vengono esaminati visivamente per rilevare eventuale presenza di fessurazioni o modifiche superficiali che saranno utili per progettare i componenti in Bayblend soggetti a questo tipo di sollecitazioni.
Allungamenti importanti >5% o temperature elevate possono aumentare la comparsa di fratture.
Il contatto con plastificanti a basso peso molecolare come il PVC su particolari sotto stress in Bayblend, possono anche portare alla formazione di fessurazioni. Plastificanti polimerici hanno dimostrato di essere pressoché innocui.
Il breve contatto con idrocarburi (p.e. benzine) a temperatura ambiente ha dimostrato di non essere critico. In questo caso eventualmente possono comparire delle striature per rigonfiamento del Bayblend. Esposizione prolungata associata ad uno stress da carico indotto possono portare a fessurazioni e decadimento delle proprietà meccaniche. Da esperienze il Bayblend risulta sopportare bene il contatto con olii paraffinici alifatici anche sul lungo periodo. Un breve contatto <10Min. con clorofluoroidrocarburi non riduce la resistenza all’impatto dei provini in Bayblend.
RESISTENZA AGLI AGENTI ATMOSFERICI E ALLA LUCE:
La resistenza agli agenti atmosferici del Bayblend, come la maggior parte dei termoplastici, porta a un cambiamento di colore e alla degradazione delle proprietà meccaniche. Tuttavia, la degradazione delle proprietà rimane all’interno dei limiti che assicurano che le sostanze rilasciate siano entro le norme, come per esempio nel settore automotive. Lo standard di esposizione alla luce globalmente riconosciuto per uso interno secondo i requisiti OEM (3-cavi usati nel campo IT/DT a E&E, per esempio ,monitor e stampanti) in accordo con ASTM D 4459 -chiamato IBM test- con un intervallo di cambio colore ammesso per un delta E di 1.5, è generalmente facilmente raggiunto dal Bayblend FR. La resitenza alla luce del Bayblend è determinata da una porzione di componente dell’ABS e dalla presenza di ritardanti di fiamma. La luce solare potrebbe provocare un cambio di colore. Gradi speciali sono disponibili per requisiti di più elevata resistenza agli agenti atmosferici o, come alternativa, il particolare può essere verniciato.
CARATTERISTICHE OTTICHE:
A causa del contenuto di gomma, il Bayblend è opaco. Perciò, sono disponibili sono colori opachi ( in una vasta gamma di sfumature). L’utilizzo di Bayblend non rinforzato per stampi lucidati produrrà generalmente superfici uniformi e lucide. Superfici con lucentezza ridotta possono essere ottenute attraverso un trattamento appropriato della superficie dello stampo.
CARATTERISTICHE DI EMISSIONE:
Tutti i gradi di Bayblend realizzati per le parti interni delle autovetture sono a basse emissioni, cioè i requisiti di emissione dell’industria automobilista europea per i componenti interni dei veicoli possono essere generalmente adempiuti da questi prodotti ( la maggior parte dei gradi Bayblend T). Poiché l’industria automobilistica richiede una quantificazione delle missioni, si dovrebbe tener conto che le caratteristiche di emissione sono significativamente influenzate dal processo di stampaggio e dal design dello stampo (in particolare il sistema di iniezione). Le nostre raccomandazioni sul design e la lavorazione dovrebbero essere seguite in modo da raggiungere i valori di emissione ottimali.
RILAVORAZIONI MECCANICHE:
Il Bayblend è facile da segare, forare, tornire e fresare . In modo da garantire una lunga vita dell’utensile, si raccomanda l’uso di utensili rivestiti di carburo di tungsteno. Questo è particolarmente rilevante quando si lavorano prodotti rinforzati fibra vetro. Durante il processo di lavorazione, bisogna fare attenzione che la temperatura del componente non raggiunga quella di rammollimento del materiale. È consigliato un adeguato raffreddamento con acqua o aria. Si consigliano basse velocità di rotazione.
VERNICIATURA:
I componenti in Bayblend sono adatti ad essere verniciati. Per assicurarsi una buona finitura, le superfici devono essere pulite, cioè prive di polvere e unto. Si ottiene un’adesione particolarmente buona usando un sistema di rivestimento a base di poliuretano. Combinazioni non adatte di solventi nel sistema di verniciatura possono degradare i blend (PC+ABS) e, a seconda delle condizioni di stress dello stampaggio, si potrebbe dare inizio a fratture. È perciò raccomandato contattare i produttori di vernici che forniscono sistemi di verniciatura adatti a questo tipi di blend (PC+ABS). In modo da mantenere la buona durezza del Bayblend, bisogna fare attenzione ad utilizzare sistemi di verniciatura che abbiano le migliori proprietà elastiche.
STAMPA:
Le stampe su Bayblend sono possibili con i sistemi di stampaggio comuni come a tampone, serigrafia, così come stampa a trasferimento e processo di diffusione termica. Con il Bayblend è possibile la lavorazione di stampaggio film a caldo. Sono stati sviluppati speciali inchiostri per lo stampaggio a laser.
METALIZZAZIONE:
Il Bayblend può essere metallizzato attraverso la deposizione di uno strato metallico in alto vuoto o per elettrodeposizione. Nel processo di deposizione del metallo, la migliore adesione viene garantita dall’alluminio, stagno e rame. Come protezione dello strato sottile di metallo, si raccomanda di utilizzare una verniciatura. Nel caso di electroplainting, i gradi di Bayblend ad alto contenuto di gomma ( T 45 PG, T 65 PG, T 65 HI) sono particolarmente adatti , poiché questi offrono la miglior adesione. I particolari da cromatura dovrebbero esser prodotti con il più basso stress possibile. La temperatura di mordenzatura e il tempo devono essere adattati al tipo di stampaggio.

INCOLLAGGIO:
I pezzi stampati in Bayblend possono essere incollati non solo l’uno all’altro, ma anche con altri materiali. Questo è possibile utilizzando colle adatte o adesivi spray. Prima di incollare, grassi e altri materiali devono essere rimossi dalla superficie. Liquidi secchi per la pulizia o agenti per la pulizia simili, i quali non rovinano il materiale, possono essere utilizzati per rimuovere il grasso. Irruvidire e poi pulire la superficie migliora l’adesione della colla. Nel caso di colle, adesivi a 2 componenti basati su resine epossidiche e silicone e poliuretani si sono dimostrati eccellenti. Sono adatti anche colle a caldo e adesivi basati su cianoacrilato. Per l’incollaggio spray con solvente puro, si può usare 1.3 diossolano. Si possono utilizzare anche adesivi solventi. Per tale scopo, bisogna fare una soluzione 8% ( circa) di policarbonato e 1.3 diossolano. Dopo l’incollaggio, assicurarsi un’adeguata asciugatura del solvente dal pezzo stampato. I nomi di fabbricanti di sistemi adesivi adatti per il Bayblend sono disponibili su richiesta.
SALDATURA:
I pezzi stampati Bayblend possono essere uniti tramite saldatura ultrasonica, a vibrazione, a frizione, a lama calda o laser. Per ottenere la migliore qualità nei componenti quando si utilizza la saldatura ultrasonica, è importante assicurarsi un corretto dimensionamento del bordo di saldatura.
RICICLO:
Le etichette sono in accordo con DIN EN ISO 11469. Dopo l’uso, i singoli componenti prodotti in Bayblend possono essere riciclati.
Contattaci
Desideri avere maggiori informazioni sui nostri prodotti PC+ABS Bayblend?
Scrivici liberamente, saremo lieti di rispondere alle tue richieste.
SCARICA LE BROCHURE
VISITA IL SITO MITOPOLIMERI
ACCEDI AL SITO WEB COVESTRO
Tutto il contenuto di questo documento deve intendersi di natura esclusivamente informativa e diretta unicamente ad accrescere le informazioni dei potenziali clienti nella condizione di valutazione. Ci si riserva il diritto di apportare ogni necessaria modifica senza alcun preavviso. È consigliabile, in ogni caso, contattare Mito Polimeri Srl per ricevere le informazioni aggiornate e complete. Il marchio Bayblend® è registrato e di proprietà di Covestro AG. Il contenuto del documento è tratto e tradotto dalla brochure del Bayblend versione COV00072207 Edition 2016-03 di proprietà della Covestro AG. Tutte le immagini inserite nel documento sono di proprietà della Covestro AG.
Ti potrebbero interessare anche i seguenti prodotti: